
Additional Energy Savings in sand drying
Ventilex has been on the forefront of fluid bed and belt dryer innovation since 1965. In recent years, energy efficiency has become a more and more important topic to our customers, and therefore to us. Using our own Test Center and the knowledge of our technical partners, we are continuously developing new ways to reduce the energy consumption of our dryers.
By working with our engineers, partners and customers, we have developed 4 focus areas for energy savings/efficiency:
- 1: Stock pile management: smart management of raw material stockpiles, avoiding unnecessary moisture accumulation, and thus avoiding unnecessarily high drying energy consumption.
Impact: 5-25% energy savings. Time to develop: short, immediately possible.
- 2: Optimizing existing systems: even without making any changes to existing dryer equipment, the practice shows that a lot can be done to save energy, by optimizing operational setting, smart equipment management and higher awareness of operating personnel.
Impact: 5-10% energy savings. Time to develop: short, immediately possible.
- 3: Upgrading existing equipment: upgrading existing equipment with additional energy saving functionality such as recirculation systems, heat pumps systems, twin coil technology, evaporative cooling technology, etc.
Impact: 10-20% energy savings. Time to develop: medium, 6-12 months.
- 4: Innovating new equipment: developing fundamentally new equipment with high energy savings. Ventilex’ Ventura® system innovation was released in [2006], and a second generation Ventura® is being developed.
Impact: 30-40% energy savings. Time to develop: medium-long, 12+ months.
The focus areas mentioned can be summarized in the following table:
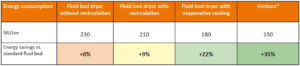
Note: based on sand with 5% moisture and 15 °C infeed condition, dried to 0.2% moisture content and < 45 °C exit temperature.
Thus, although innovation of high energy saving dryers is an absolute necessity, high energy savings can already be achieved with short term action in stock pile management, smarter usage of equipment and targeted upgrades of existing equipment. Below we will describe each energy saving focus area in more detail.
1 Stock pile management
The first and the easiest way to save energy is achieved by natural dewatering. This is done by good stock pile management. Depending on the initial moisture content of the product, moisture reductions of 1-3% are achieved, which result in an overall energy saving of 5-25%.
Why stock pile management:
- Easy system to remove water without energy costs.
- Constant humidity in the sand/gravel batch, no (or less) wet spots anymore.
- Higher capacity of dryer, due to the inlet humidity being constant.
How to handle the stock pile management:
- Roof above storage of wet sand, saves a significant amount of energy.
- Natural dewatering for at least 24 hours.
- Don’t use the lower part (1 meter) of the sand. This always contains too much water.
2 Optimizing existing systems
Small savings on energy loss are achieved by optimal operation of the system. Ventilex proposals for the existing units are:
- Optimizing software and controls
- End-moisture control
- Datalogging & remote consulting for optimal operation of the system
- Training of operators
Impact: 5-10% energy savings. Time to develop: short, immediately possible
3 Upgrading existing units
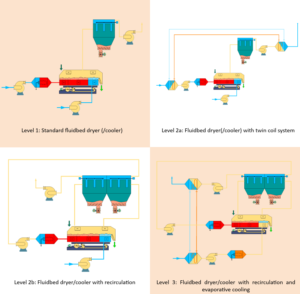
Most existing units can be upgraded to a more energy-efficient system, depending on the layout and execution of this system. Ventilex delivers systems in 4 energy levels. The fourth level, which we called the system ‘Ventura’, is described in the following chapter. The three remaining levels are described below:
- Level 1: Standard fluid bed dryer (/cooler) without recirculation of the cooling air.
- Level 2a: Fluid bed dryer (/cooler) with twin coil system.
- Level 2b: Fluid bed dryer/cooler with recirculation of the cooling exhaust air.
- Level 3: Fluid bed dryer/cooler with recirculation of the cooling exhaust air and evaporative cooling of the remaining moisture in the cooling zone. The cooling zone is a low-temperature drying zone, where the cooling air is heated by means of a twin coil system and, if necessary, the air temperature is controlled by means of a small burner.
Impact: 10-20% energy savings. Time to develop: medium, 6-12 months
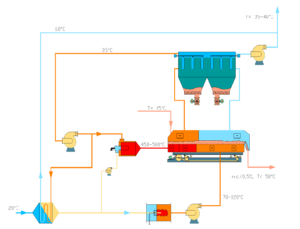
4 Innovative new equipment
For a system with a higher level of energy savings, an upgrade is not possible. The unit has to be replaced for a so called ‘Ventura®’ dryer. This unit has a small high-temperature and humidity zone within. With the latent heat in the exhaust gasses of the first zone, the drying air of the second zone is heated. The second zone is a low temperature drying zone where, if necessary, the air temperature is controlled by means of a small burner.
Impact: 30-40% energy savings. Time to develop: medium-long, 12+ months
Ventilex Ventura®
Final remarks
Inventions and sustainable energy
In addition tot the options above, Ventilex also develops other types of energy saving and renewable energy sources for its customers. Some examples:
- Heat pumps
- Electrical heating
- Combination with a CHP system
- Moisture reduction by vacuum filter press
The options above can also be discussed.